
Densité du matériau: ≥ 3,90 g/cm³.
Résistance à la flexion: ≥350 MPa.
Rugosité de Surface: Ra≤ 0,1 μm.
Tolérance dimensionnelle: erreur de rondeur ≤ 0,005 mm.
Température de fonctionnement: 10-45℃ (des plages de température plus élevées peuvent être personnalisées).
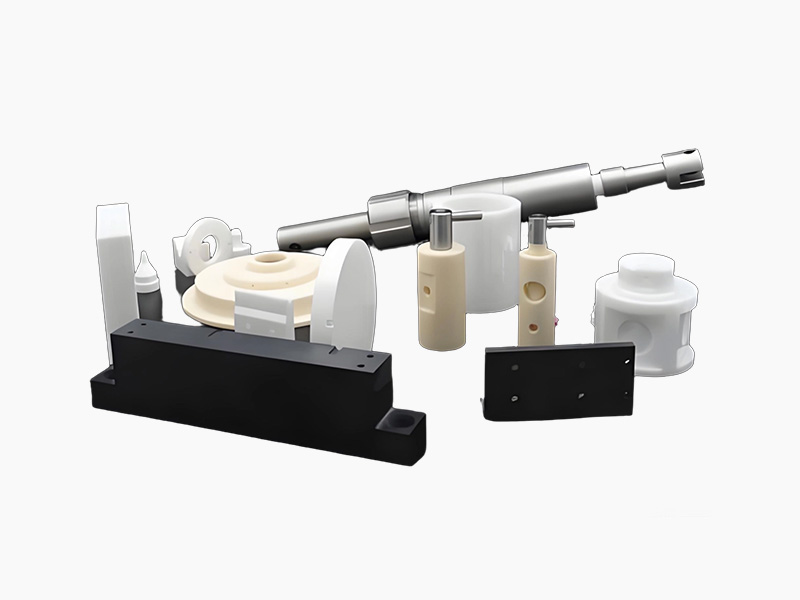
En savoir plus. Zircone Ceramic Plunger Sleeve Introduction du produit:
Les manchons de piston en céramique zircone sont des composants industriels de précision fabriqués à partir de matériaux céramiques zircone de haute performance, assemblés à l’aide de techniques telles que le collage cérame-métal, le soudage, l’incruster et la gaine. Ils sont généralement utilisés dans les systèmes d’étanchéité par mouvement alternatif ou de convoyage sous haute pression, à forte usure ou dans des environnements hautement corrosifs, et sont des composants clés dans des équipements tels que les pompes à piston.
1. Les principales caractéristiques incluent:
Dureté ultra-élevée (dureté zircone ≥9 Mohs, proche du diamant).
Résistance à la Corrosion (résistant aux acides forts, aux bases fortes et aux solvants organiques).
Faible coefficient de frottement.
Longue durée de vie (la résistance à l’usure est 5-10 fois celle des plongeurs métalliques).
En savoir plus. Performance de base
Excellente résistance à l’usure: la dureté atteint HRA82-85, une amélioration de plus de 30% par rapport à l’acier trempé, et la durée de vie est 5-10 fois celle des plongeurs métalliques.
Excellente résistance à la corrosion: le taux de perte de masse après immersion dans l’acide chlorhydrique de 10% (25°C) pendant 30 jours est < 0,01%, bien supérieur à l’acier inoxydable 316L.
Stabilité à haute température: le point de fusion peut atteindre 1500°C, maintenant la stabilité structurelle même dans des environnements à haute température.
Usinage de haute précision: la finition de surface atteint un effet miroir (Ra≤0.005μm), et le coefficient de frottement est aussi bas que 0,02.
Propriétés auto-lubrifiantes: la structure microporeuse de la surface de travail a un effet auto-lubrifiant, réduisant le besoin de lubrification traditionnelle.
En savoir plus. Processus de fabrication
La fabrication de piston céramique zircone intègre la science des matériaux et les technologies d’usinage de précision:
Préparation de la matière première: la poudre de zircone nanométrique (ZrO₂, pureté ≥ 99,9%) est utilisée, avec de l’oxyde d’yttrium (Y₂O₃) ajouté comme stabilisant.
Processus de formage: le pressage à sec (100-200 MPa) ou le pressage isostatique (200-300 MPa) est employé.
Processus de frittage: le frittage à haute température est effectué à 1600-1800℃, et certains produits subissent une densification supplémentaire en utilisant le pressage isostatique chaud (HIP).
Usinage de précision: l’usinage de meules diamantées combiné avec le polissage laser permet d’obtenir une erreur de rondeur axiale de ≤0.005mm.
Supports custom specifications.